備有限公司")
備有限公司")
激光錫膏焊接機點錫閥怎么選?3大點錫閥都有哪些
在激光錫膏焊接自動化產(chǎn)線中,點錫閥不僅是一個執(zhí)行部件,更是決定焊點精度、生產(chǎn)效率、產(chǎn)品良率、長期成本的關(guān)鍵核心。面對市場上氣動活塞閥、螺桿閥、氣動噴射閥、壓電噴射閥等多種選型,不少廠家陷入“選便宜怕不穩(wěn)、選高端怕浪費”的困境。
今天紫宸激光這篇文章,從原理、精度、速度、成本、維護、場景六大維度,用真實數(shù)據(jù)深度對比三大主流點錫閥,讓你一次看懂、一步選對,從此告別選型踩坑。

一、3大點錫閥,本質(zhì)到底是什么?
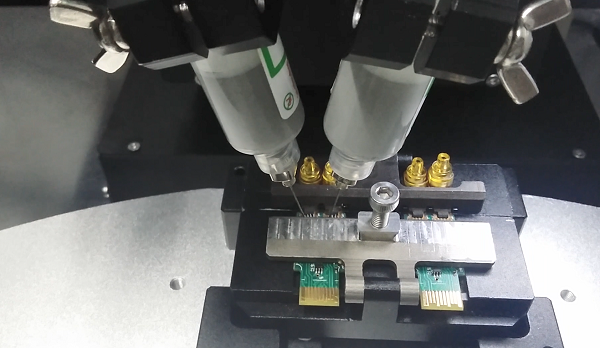
浙江紫宸激光專業(yè)從事激光焊錫領(lǐng)域的應(yīng)用已有10多年的經(jīng)驗,其自主研發(fā)生產(chǎn)的激光錫膏焊接機常用點錫閥分為接觸式與非接觸式兩大類,覆蓋從基礎(chǔ)到高端全場景:

1.氣動活塞閥:基礎(chǔ)耐用型,入門首選
原理:氣動活塞閥是激光錫焊中最經(jīng)典、結(jié)構(gòu)最簡單的點錫方案。依靠壓縮空氣推動活塞運動,將錫膏從針嘴接觸式擠出,出錫量由氣壓、時間、針嘴共同控制。
優(yōu)點:結(jié)構(gòu)極簡、故障率低、價格極低、維護零門檻、耐造抗造,適合基礎(chǔ)工藝長期使用。
短板:精度一般、速度偏慢、必須接觸工件,無法滿足高密度、微焊點需求。

2.螺桿閥:精密穩(wěn)定型,中端性價比之王
原理:螺桿閥依靠伺服電機驅(qū)動高精度螺桿,以容積式定量方式推送錫膏,出錫量與旋轉(zhuǎn)角度嚴格成正比,幾乎不受錫膏粘度、余量、溫度影響。它是目前行業(yè)內(nèi)穩(wěn)定性最強、一致性最高的中端方案。
優(yōu)點:定量精準、焊點均勻、適配高粘度錫膏、不易堵嘴,綜合性價比極高。
短板:仍屬于接觸式點錫,速度不及噴射閥,無法跨越異形面與臺階工件。

3. 噴射閥:高端精密型,微焊天花板
原理:噴射閥通過高速撞針瞬間沖擊噴嘴,將錫膏非接觸噴射到焊點位置,全程不接觸工件、不壓傷、不刮擦。分為氣動噴射與壓電噴射,是當前精密焊接的頂級方案。
優(yōu)點:速度最快、微點能力最強、可跨臺階/異形面、零工件損傷,適配高端芯片級工藝。
短板:采購成本偏高、維護要求更高、對錫膏品質(zhì)與環(huán)境管控更嚴格。

二、全維度硬核對比,優(yōu)劣一目了然
從點錫精度、速度、成本、維護等關(guān)鍵指標對比,選型邏輯清晰可見:
- 精度與錫點大小:噴射閥>螺桿閥>氣動閥
- 點錫速度:噴射閥>螺桿閥≈氣動閥
- 采購成本:噴射閥≈螺桿閥>氣動閥
- 維護難度:噴射閥>螺桿閥>氣動閥
- 適配粘度范圍:螺桿閥≈噴射閥>氣動閥
- 防堵性能:螺桿閥>氣動閥>噴射閥

三、場景化精準選型,不花一分冤枉錢
1.選氣動活塞閥
適合:普通PCB、電源板、插件焊接、大焊點、預算低、小批量試產(chǎn)、無精密要求
追求:便宜、耐用、好維護
2.選螺桿閥
適合:中端電子產(chǎn)品、焊點均勻性要求高、定量精度要求高、錫膏粘度波動大、高粘度錫膏工藝
追求:精度穩(wěn)定、性價比高、長期省心→中端量產(chǎn)最優(yōu)選
3.選噴射閥
適合:帶精密元器件、凹凸面工件,需要非接觸避免壓傷(如:FPC軟板、BGA、攝像頭、5G、汽車電子、芯片級封裝、微米級微焊點、超高密度排版)、高密度、微焊點、異形面、臺階面
追求:高速量產(chǎn)、極致良率、高端品質(zhì)→高端精密焊接唯一方案

四、售后與成本真相,采購必知
- 氣動活塞閥:幾乎零維護,易損件成本極低,壽命3-5年;
- 螺桿閥:定期清潔即可,無核心耗材,綜合使用成本最低;
- 氣動噴射閥:撞針、密封圈為易損件,需專業(yè)技術(shù)員維護;
- 壓電噴射閥:壓電模塊、精密噴嘴為高價耗材,必須原廠售后校準維護。

五、總結(jié):沒有最好,只有最適配
點錫閥的選型,從來不是越貴越好,而是匹配你的產(chǎn)品、工藝、產(chǎn)能、預算才是最優(yōu)解。
氣動活塞閥:簡單、便宜、耐用,基礎(chǔ)焊接首選。
螺桿閥:精準、穩(wěn)定、不挑錫膏,中端性價比之王。
噴射閥:高速、微點、非接觸,高端精密焊接標配。
合理配置點錫閥,既能提升焊接良率、降低售后成本,又能讓激光錫膏焊接設(shè)備發(fā)揮最大價值,為產(chǎn)線提質(zhì)增效保駕護航。

 瀏覽器自帶分享功能也很好用哦~
瀏覽器自帶分享功能也很好用哦~工藝?")
?")

節(jié)拆解看懂激光焊點里的硬核科技")


浙江紫宸激光智能裝備有限公司
0755-23721845
189-2607-0238
浙江省紹興市上虞區(qū)崧廈街道工業(yè)園區(qū)聚賢路117號廠房2
